日本、台湾为研发中心,两岸同步生产制造
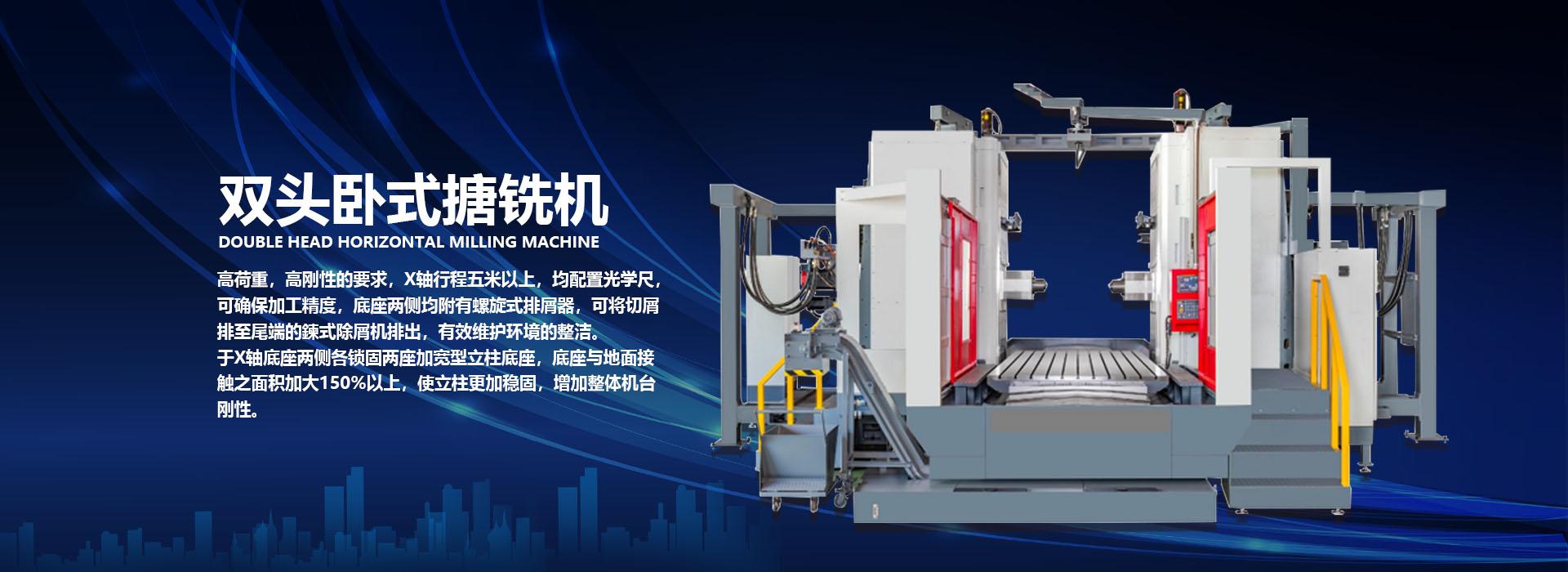
主营:龙门加工中心、数控卧式镗铣机、卧式加工中心等
服务热线15652234768
服务热线15652234768
大型龙门加工中心的横梁通常由两端双伺服电机(或双齿轮齿条)同步驱动,以实现高动态响应。但由于机械传动误差、导轨摩擦差异、负载不对称等因素,双驱轴会产生位置同步误差(≤0.01mm),导致横梁倾斜、扭曲,影响加工精度并加速导轨磨损。现代龙门加工中心采用全闭环光栅尺反馈,结合交叉耦合控制器(CCC),实时补偿双驱位置差。本文介绍同步误差监测原理及控制策略。
误差监测:在横梁两端各安装一支高精度光栅尺(分辨率0.001mm),实时读取实际位置。数控系统每毫秒计算两端位置差δ。设定阈值(如0.005mm),超差时报警并降速。交叉耦合控制:将位置差信号引入速度环,生成补偿量分别叠加至两端伺服驱动。例如,左侧滞后时,增加左侧速度指令并减小右侧,快速纠正偏差。控制算法可采用PID或模糊逻辑,响应时间≤20ms。
应用效果:某龙门加工中心(X轴行程6米)未启用同步控制时,两端位置差最大0.02mm,加工出的零件两端孔距误差超差。启用CCC后,同步误差稳定在0.003mm以内,孔距合格率从85%提升至99%。同时,导轨磨损减少,维护周期延长。
调试要点:需定期校准光栅尺,清理油污;设置死区(如0.002mm)避免频繁微调。对于高速切削(>20m/min),还需加入前馈补偿。双驱同步技术是大型龙门加工中心的核心性能指标,直接影响轮廓精度。